PET Bottle Blowing Machine Bottom Eccentricity: Causes & Solutions
PET bottle blowing machine bottom eccentricity is one of the most common defects in blow molding production. It occurs when the bottle base is not centered, leading to uneven wall thickness, poor balance, and unstable stacking. Severe PET bottle blowing machine bottom eccentricity can even cause bottle leakage, breakage, or rejection during quality inspection. Understanding the root causes of PET bottle blowing machine bottom eccentricity and how to fix them quickly is essential for improving yield rates and maintaining stable production. This guide covers the main causes and practical solutions for PET bottle blowing machine bottom eccentricity, suitable for daily troubleshooting and preventive maintenance.

Common Causes of PET Bottle Blowing Machine Bottom Eccentricity
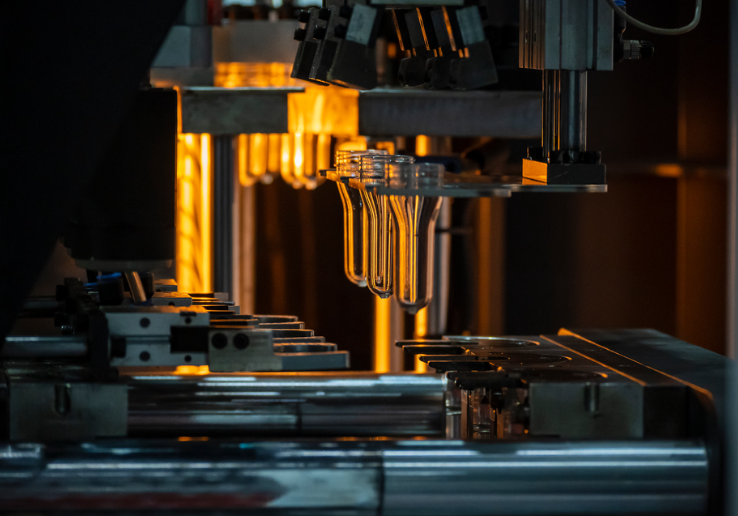
Uneven Preform Heating
Heating is the first critical step in blow molding. If the preform is not heated evenly, some areas will be too soft while others remain too rigid. During stretching and blowing, the soft side will stretch more easily, while the rigid side resists deformation, resulting in PET bottle blowing machine bottom eccentricity. Common heating issues include uneven infrared lamp output, blocked ventilation, incorrect oven speed, or improper preform rotation. Even small temperature differences can significantly affect material flow and lead to PET
Improper Stretch Rod Position or Movement
The stretch rod is responsible for pushing the preform into the mold base. If the stretch rod is not aligned vertically, tilted, or moves too fast or too slow, it will push the preform unevenly, causing the base to shift to one side. A bent or damaged stretch rod, worn guide bearings, or loose connection can all contribute to PET bottle blowing machine bottom eccentricity. Incorrect stretch rod timing, such as starting before pre-blow or delaying too long, will also disrupt the material flow and result in off-center bases.
Unbalanced Pre-Blow Pressure or Timing
Pre-blow pressure is designed to gently expand the preform before final blowing. If pre-blow pressure is too high or too low, or if pre-blow timing is out of sync with stretch rod movement, the material will not expand evenly. Too high pre-blow pressure can push the preform to one side before the stretch rod reaches the base, while too low pressure cannot center the material. Both issues lead to PET bottle blowing machine bottom eccentricity. Uneven air distribution in the mold or blocked air vents can also cause one-sided expansion.
Mold or Base Insert Issues
The mold and base insert determine the final shape of the bottle. If the mold is not properly closed, misaligned, or worn, the preform will not be centered in the cavity. Loose or damaged base inserts, uneven cooling channels, or debris stuck in the mold can also affect centering. Mold temperature differences between left and right sides can cause the material to cool unevenly, leading to material flow imbalance and PET bottle blowing machine bottom eccentricity.
Preform Quality Problems
Preform defects are often overlooked causes of PET bottle blowing machine bottom eccentricity. If the preform itself is not concentric, with uneven wall thickness or off-center gate marks, the material will not flow evenly during blowing. Poorly crystallized bases or inconsistent preform weight can also affect stretching and lead to eccentric bottle bottoms. Using preforms from different batches or with varying quality control standards increases the risk of PET bottle blowing machine bottom eccentricity.
Step-by-Step Solutions for PET Bottle Blowing Machine Bottom Eccentricity
Optimize Preform Heating
Check and adjust the oven temperature distribution. Ensure the preform rotates evenly in the oven to eliminate hot or cold spots. Calibrate infrared lamps, clean blocked vents, and adjust oven speed according to preform type. For critical base areas, slightly adjust lamp power to ensure uniform heating from top to bottom. Consistent heating is the foundation for preventing PET bottle blowing machine bottom eccentricity.
Calibrate Stretch Rod and Movement
Inspect the stretch rod for straightness and alignment. Replace bent or damaged rods and worn guide bearings. Adjust the stretch rod starting position, speed, and timing to match pre-blow pressure. The stretch rod should move smoothly and vertically without vibration or tilt. Sync the stretch rod movement with pre-blow to ensure the preform is centered before significant expansion, which helps eliminate PET bottle blowing machine bottom eccentricity.
Adjust Pre-Blow Pressure and Timing
Test different pre-blow pressure and timing settings. Increase or decrease pressure in small increments to find the optimal value that centers the preform. Adjust pre-blow start time relative to stretch rod movement. Clean air vents and check for air leaks to ensure even air distribution. Stable and balanced pre-blow pressure is key to reducing PET bottle blowing machine bottom eccentricity.
Inspect and Maintain Mold Components
Check mold alignment, closure, and base insert condition. Clean debris from the mold cavity and replace worn or damaged parts. Adjust mold cooling to ensure uniform temperature on both sides. Verify that the base insert is securely fixed and centered. Regular mold maintenance prevents alignment issues that cause PET bottle blowing machine bottom eccentricity.
Control Preform Quality
Use preforms from reliable suppliers with consistent quality. Check preform concentricity, wall thickness, and gate alignment before production. Avoid mixing different batches or materials. Maintaining consistent preform quality reduces the risk of PET bottle blowing machine bottom eccentricity caused by raw material defects.
Preventive Maintenance Tips to Avoid PET Bottle Blowing Machine Bottom Eccentricity
•Perform regular oven calibration and cleaning to ensure even heating.
• Inspect stretch rod, bearings, and guides periodically for wear or damage.
• Clean and lubricate air valves, regulators, and piping to maintain stable pressure.
• Schedule mold maintenance to check alignment, cooling channels, and inserts.
• Document optimized parameters for different bottle types to reduce trial and error.
Conclusion
PET bottle blowing machine bottom eccentricity is usually caused by uneven heating, misaligned stretch rod, unbalanced pre-blow pressure, mold issues, or poor preform quality. By following step-by-step troubleshooting and implementing preventive maintenance, most cases can be resolved quickly to restore stable production. Regular checks and parameter optimization are key to minimizing PET bottle blowing machine bottom eccentricity and improving overall product quality and production efficiency.